Підготовка до цинкування
Якісне цинкування розпочинається не коли виріб занурюют в ванну гарячого цинкування, а ще задовго до цього, на столі у проектанта. Тільки тісна співпраця між проектантом, виробником та заваодом гарячого цинкування від початку проекту до його закінчення може забезпечити економію часу, зменшення витрат та якісне цинкове покриття.
При проектуванні та подальшому виготовленні конструкцій, які будуть цинкуватись, необхідно взяти до уваги певні вимоги, які забезпечать найвищу якість цинкового покриття та зроблять процес цинкування швидким та безпечним.
Вимоги до металоконструкцій, які передаються для антикорозійного покриття, методом гарячого цинкування:
- Вироби для гарячого цинкування повинні бути виготовлені зі сталі згідно EN10025. Вміст вуглецю не більше 0,24%; кремнію не більше 0,03% (або міститься в межах від 0,12 до 0,25%).
- В залежності від хімічного складу сталі, отримане оцинковане покриття має різні якості (по блиску, гладкості, товщині, та ін.). При цинкуванні виробів з більшим вмістом вуглецю та кремнію можливе погіршення зовнішнього виду оцинкованої поверхні.
- Розміри ванни цинкування — 13000 мм × 1600 мм × 3200 мм
- Чистота поверхні повинна бути не нижче третього класу.
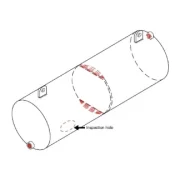
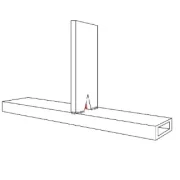
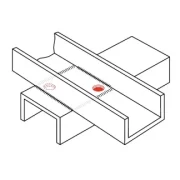
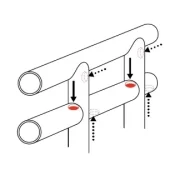
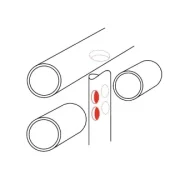
- Вироби повинні мати отвори для вільного пропливу цинку, розміщенні на протилежних кінцях, та максимально близько до зварних швів.
- Необхідно передбачити отвори для підвішування виробів, або тримачі, розміщені так, щоб елементи не деформувалися під власною вагою.
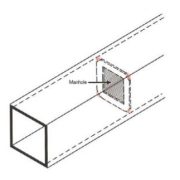
- У виробах не повинно бути замкнутого простору, всі частини виробу повинні бути доступні для вільного входу та виходу з них рідини, розплавленого цинку, та ін.
- Труби та патрубки повинні бути без заглушок, щоб не перешкоджати вільному пропливу цинку.
- Поверхня виробу повинна бути без вкатаної окалини, завусенець, фарби, графіту, стружки, змазки, зварювального шлаку, іржі та т.п.
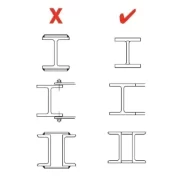
- Конструкції повинні бути зварені в стик або двосторонніми швами.
- Зварні шви поверхневих з’єднань повинні бути закриті по контуру.
- Зварні шви повинні бути рівномірні та суцільні по всій довжині.
- Недопустимі пори, тріщини, шлаки, напруження зварних швів. Усі шви повинні бути зачищені.
- Вироби, які мають внутрішні напруження після попередньої обробки, такої як зварювання, штампування, вкатування ті ін. під час процесу цинкування можуть деформуватись. Такі вироби замовник перед цинкуванням повинен піддавати термічній обробці для зняття напруження.
- При з’єднанні елементів з різними товщинами (відношення максимальної та мінімальної товщини не може бути більшим за 5:1, оскільки під час занурення при температурі 440-450 °С можлива деформація попередньо виготовленних форм).
- Обов’язково проінформувати постачальника металу, про кінцеву обробку металу, методом гарячого цинкування.
- Вивантаження та навантаження автотранспорту виконується краном та навантажувачем. Ручне вивантаження автотранспорту не допускається.
Для прорахунку вартості надішліть специфікацію та креслення (ескізи) виробів на електронну пошту info@gmt.net.ua. Ми прорахуємо терміни та ціну гарячого цинкування та направимо Вам комерційну пропозицію. Для отримання консультації зв’яжіться з нами: +38 (097) 011 49 11, +38 (093) 127 49 13, +38 (093) 190 37 47.