Подготовка к Цинкованию
Качественное цинкования начинается не когда изделие поступает на Цинкование, а еще задолго до этого, на столе у проектанта. Только тесное сотрудничество между проектантом, производителем и ООО ДП-УКРАИНА” от начала проекта до его окончания может обеспечить экономию времени, уменьшение расходов и качественное цинковое покрытие.
При проектировании и дальнейшем изготовлении конструкций, которые будут цинковаться, необходимо принять во внимание определенные требования, которые обеспечат высочайшее качество цинкового покрытия и сделают процесс цинкования быстрым и безопасным.
Требования к металлоконструкциям, которые передаются для антикоррозийного покрытия, методом горячего цинкования:
• Изделия для горячего цинкования должны быть изготовлены из стали согласно EN10025. Содержание углерода не более 0,24%; кремния не более 0,03% (или содержится в пределах от 0,12 до 0,25%).
• В зависимости от химического состава стали, полученное оцинкованное покрытие имеет различное качество (по блеску, гладкости, толщине и др.). При цинковании изделий с большим содержанием углерода и кремния возможно ухудшение внешнего вида оцинкованной поверхности.
• Размеры ванны цинкования — 13000 мм × 1600 мм × 3200 мм
• Чистота поверхности должна быть не ниже третьего класса.
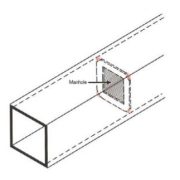
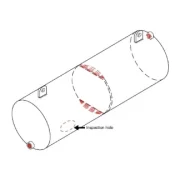
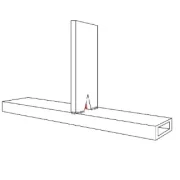
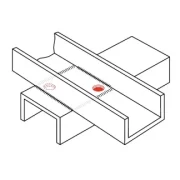
• Изделия должны иметь отверстия для свободного проплыва цинка, размещены на противоположных концах, и максимально близко к сварных швов.
• Необходимо предусмотреть отверстия для подвешивания изделий, или держатели, размещенные так, чтобы элементы не деформировались под собственным весом.
• В изделиях не должно быть замкнутого пространства, все части изделия должны быть доступны для свободного входа и выхода из них жидкости, расплавленного цинка и др.
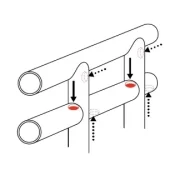
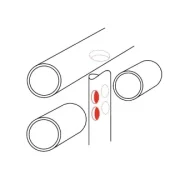
• Трубы и патрубки должны быть без заглушек, чтобы не препятствовать свободному проплыву цинка.
• Поверхность изделия должна быть без укатанном окалины, заусенец, краски, графита, стружки, смазки, сварочного шлака, ржавчины и т.п.
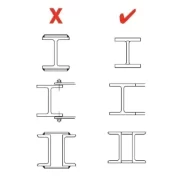
• Конструкции должны быть сварены в стык или двусторонними швами.
• Сварные швы поверхностных соединений должны быть закрыты по контуру.
• Сварные швы должны быть равномерные и сплошные по всей длине.
• Недопустимы поры, трещины, шлаки, напряжение сварных швов. Все швы должны быть зачищены.
• Изделия, имеющие внутренние напряжения после предварительной обработки, такой как сварка, штамповка, катание и др. во время процесса цинкования могут деформироваться. Такие изделия заказчик перед цинкованием должен подвергать термической обработке для снятия напряжения.
• При соединении элементов с различными толщинами (отношение максимальной и минимальной толщины не может быть больше 5: 1, поскольку во время погружения при температуре 440-450 ° С возможна деформация предварительно изготовленных форм).
• Обязательно проинформировать поставщика металла, о конечной обработку металла, методом горячего цинкования.
• Выгрузка и загрузки автотранспорта выполняется краном и погрузчиком. Ручная выгрузка автотранспорта не допускается.
Для просчета стоимости отправьте спецификацию и чертежи (эскизы) изделий на электронную почту info@gmt.net.ua. Мы рассчитаем сроки и цену горячего цинкования и направим Вам коммерческое предложение. Для получения консультации свяжитесь с нами: +38 (097) 011 49 11, +38 (093) 127 49 13, +38 (093) 190 37 47.